






Rettificatrice cilindrica CNC E30 per utensili da taglio

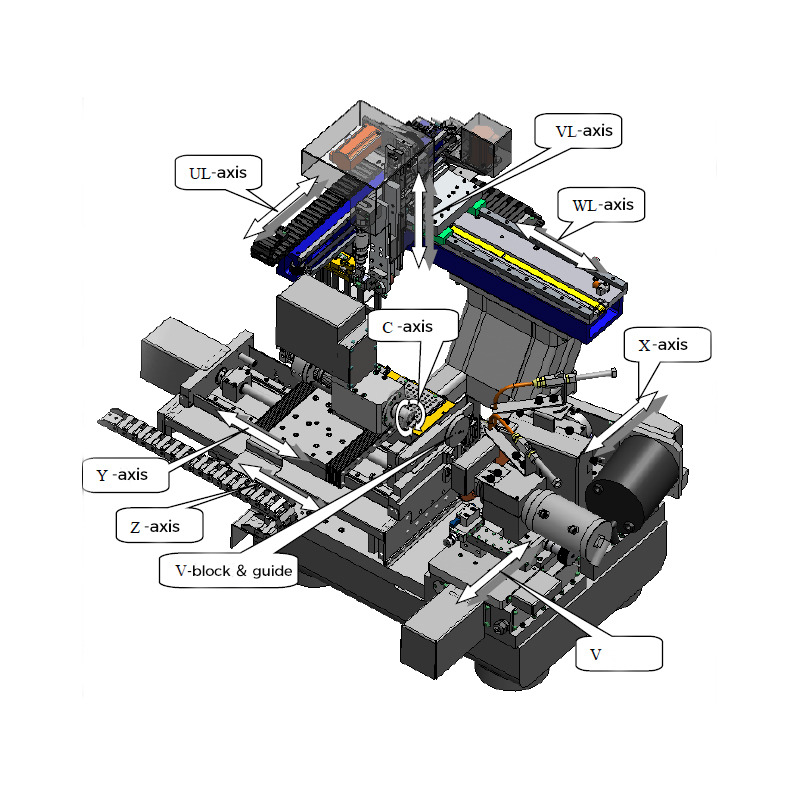
Schema della struttura principale della macchina
Ambito di applicazione
Campo di applicazione: fresa, punta da trapano, alesatore e lavorazione di vari pezzi ad alta precisione.
Gamma di lavorazione: gamma di diametri dei prodotti lavorati: Φ3~Φ20mm, gamma di lunghezze dei prodotti lavorati: 120mm (automatico), 330mm (manuale).
Caratteristiche di lavorazione: rettifica simultanea di mole doppie fini e grossolane, lavorazione e formatura una tantum.
Introduzione alla macchina
1. Struttura del letto:
2. Lamiera dell'intera macchina: l'intera macchina ha una struttura completamente chiusa e il telaio principale è separato dal coperchio esterno per evitare vibrazioni
3. Sistema di controllo: NEWCON
4. Il principio del taglio:
• Asse X (meccanismo della mola grossa): realizzare il movimento alternativo della mola grossa nella direzione dell'asse X;
• Asse V (meccanismo della mola fine): realizzare il movimento alternativo della mola fine nella direzione dell'asse V;
• Asse Y (meccanismo di avanzamento dell'asse Y): realizzare il movimento alternativo del piano di lavoro nella direzione dell'asse Y;
• Asse C (meccanismo di rotazione della testa di lavoro): realizzare il movimento rotatorio della testa di lavoro nella direzione dell'asse C:;
• Asse UL, asse VL e asse WL (meccanismo pick-and-place del manipolatore): realizzano il movimento alternativo del manipolatore nelle direzioni orizzontale e verticale;
• Ruota di guida e supporto V-block: Ausiliari al completamento della lavorazione.
1. Parti mobili: asse X, asse V, asse Y, asse WL, asse UL, asse VL, meccanismo della ruota guida, meccanismo del braccio, meccanismo di regolazione dell'isteresi
2. Mandrino del pezzo: mandrino autocostruito Chuangyun
3. Mandrino di rettifica: motore al tungsteno Xiamen
4. Lubrificazione dell'intera macchina: i nippli dell'olio sono riservati per ciascun asse e lubrificati regolarmente
5. Metodo di alimentazione: alimentazione del manipolatore a tre assi
Specifiche tecniche
| metodo di controllo | Pulsanti esterni, touch screen | |
| Metodo di visualizzazione | Touch screen, spia luminosa | |
| metodo di raffreddamento | Radiatore dell'olio | |
| metodo di trasferimento | Servomotore idraulico, pneumatico | |
| Alimentazione elettrica | CA 3×380 V, 50 Hz | |
| Potenza totale massima | 25KW | |
| Dimensioni | 2152×1838×2614 mm | |
| peso lordo | 3050 kg | |
| Pressione dell'olio di raffreddamento | 0,6~0,8MPa | |
| pressione barometrica | Pressione stradale totale: 5~6Bar | |
| Pressione dell'aria del mandrino: 2~3 Bar | ||
| Pressione dell'aria della ruota guida: 2~2,5 bar | ||
| Pressione del percorso dell'aria della pinza: 1,5~4 Bar | ||
| Pressione dell'aria sul braccio: 5~6Bar | ||
| Pressione dell'aria per la pulizia della scala ottica: 0,6 ~ 0,7 bar | ||
| Parametri del manipolatore | ||
| Asse UL | Viaggio | 450 mm |
| Ripetibilità | 0,02 mm | |
| Massima velocità operativa | 15000 mm/min | |
| Asse VL | Viaggio | 100 mm |
| Ripetibilità | 0,02 mm | |
| Massima velocità operativa | 15000 mm/min | |
| Asse WL | Viaggio | 540 mm |
| Ripetibilità | 0,02 mm | |
| Massima velocità operativa | 15000 mm/min | |
| Parametro dell'asse di elaborazione | ||
| Asse Y | Viaggio | 350 mm |
| Precisione di risoluzione minima | 0,0001 mm | |
| Asse X | Viaggio | 35 mm |
| Precisione di risoluzione minima | 0,0001 mm | |
| Asse V | Viaggio | 35 mm |
| Precisione di risoluzione minima | 0,0001 mm | |
| Ruota guida | Precisione di rotazione: | ≤0,010 mm |
| Testa di lavoro (asse C) | Potenza del motore | 1,57Kw |
| Velocità di rotazione | ≤2000 giri/min | |
| Precisione di runout | ≤0,002 mm | |
| risoluzione minima | 0,0001° | |
| Mandrino della mola grezza | Potenza del motore | 8,5KW |
| Velocità di rotazione | ≤5000 giri/min | |
| Precisione di runout | ≤0,002 mm | |
| equilibrio dinamico | ≤G0,4 | |
| Mandrino per mola fine | Potenza del motore | 1,4 kW |
| Velocità di rotazione | ≤7950 giri/min | |
| Precisione di runout | ≤0,002 mm | |
| equilibrio dinamico | ≤G0,4 | |
| Parametri di macinazione |
|
|
| Modello Chuck | W20 | |
| Diametro mola grossa | Ø250mm | |
| Diametro della mola fine | Ø150mm | |
| Diametro del gambo del pezzo | Ø3-Ø12mm (automatico) / Ø3-Ø20mm (manuale) | |
| Gamma di rettifica del pezzo | Ø0,08 - Ø20mm | |
| lunghezza del pezzo | 120 mm (automatico) / 350 mm (manuale) | |
| La lunghezza massima di lavorazione del pezzo | 330 mm | |
| Eccentricità del diametro esterno di lavorazione | ≤0,003 mm | |
| Precisione della lavorazione della lunghezza | ±0,1 mm | |
| Precisione della lavorazione angolare | ≤0,3° | |
| Precisione dell'aspetto | ≤Ra0.4 (rettifica di finitura) | |
Elenco delle configurazioni standard
| 10 | Sistema CNC | NUOVOC0N | 1 |
| 20 | servomotore | NUOVOC0N | 8 |
| 30 | driver del server | NUOVOC0N | 4 |
| 40 | Pannello operativo/volantino | NUOVOC0N | 1 |
| 50 | Modulo testa di lavoro ad alta precisione | GESAC | 1 |
| 60 | Elettromandrino ad alta precisione (1,4KW) | GESAC | 1 |
| 70 | Motore ad alta precisione (7,1KW) | GESAC | 1 |
| 80 | Mandrino meccanico ad alta precisione | GESAC | 1 |
| 90 | Binario di precisione | Schneeberger | 10 |
| 100 | Percorso lineare a rulli incrociati di precisione | Schneeberger | 4 |
| 110 | Vite a ricircolo di sfere di precisione | NSK | 4 |
| 120 | Software di simulazione del funzionamento e dell'elaborazione (differenza di passo standard, sferica, ecc.) | GESAC | 1 |
| 130 | Invertitore | GESAC | 1 |
| 140 | Invertitore | GESAC | 1 |
| 150 | schermo tattile | 19°ELO | 1 |
| 160 | Dispositivo di blocco porta di sicurezza per macchine utensili | Jinzhong | 1 |
| 170 | sensore | Baumer | 3 |
| 180 | sensore di flusso | Yifumen | 1 |
| 190 | Componenti elettrici | Schneider | 1 |
| 200 | Componenti pneumatici | insufficienza renale cronica | 1 |
| 210 | Fili e cavi | ComCab | 1 |
| 220 | Condizionatore a rack | GESAC | 1 |
| 230 | Ruota di pressione di precisione Ø92x8 | GESAC | 1 |
| 240 | Ruota di pressione di precisione Ø92x15 | GESAC | 1 |
| 250 | Mandrino W20 D4 | GESAC | 1 |
| 260 | Vassoio standard D4 | GESAC | 3 |
| 260 | Blocco a V corrispondente ad alta precisione (3-6)*10 | GESAC | 1 |
| 280 | Flangia della mola ad alta precisione (tipo a cambio rapido) | GESAC | 2 |
| 290 | Set completo di dita manipolatrici | GESAC | 1 |
Caratteristiche della macchina
Nell'area di lavorazione vengono utilizzati 7 assi CNC, 4 assi CNC, che possono realizzare carico e scarico automatico, produzione batch senza operatore
Precisione di lavorazione ed efficienza delle macchine utensili
1. L'eccentricità radiale del pezzo è compresa tra 0,003 mm;
2. La precisione della dimensione 2.0 è controllata entro ±0,005 mm;
3. La rotondità del pezzo è compresa tra 0,003 mm;
4. Rugosità superficiale < Ra0,4;
Inviaci il tuo messaggio:
Categorie di prodotti
-

Centro di lavoro verticale CNC ad alta velocità serie CL
-

Contropunta per torretta con servoguida rigida serie T
-

Tornio manuale a torretta verticale a doppia colonna
-

Fresatrice a portale per carichi pesanti
-

Tornitura Fresatura Simultanea a 5 Assi 135P-C
-

Tornio a torretta verticale a doppia colonna CNC