
Centro di lavoro a cinque assi FH135P
Cinque assisimultaneocentro di lavoro
Vite di raffreddamento cava ad asse lineare XYZ
B\C albero rotante DD trasmissione a presa diretta
Sistema di misurazione del valore assoluto ad anello completamente chiuso
Configurazione principale
Tabella delle funzioni degli accessori standard (fare riferimento alla funzione del controller per la parte di controllo elettrico)
| No | Articolo | Unità | Qtà |
| 1. | Fusione minerale del mainframe FH | Impostato | 1 |
| 2. | Sistema di controllo Siemens ONE | Impostato | 1 |
| 3. | Display: pannello touch da 21,5 pollici | Impostato | 1 |
| 4. | Testa oscillante multifunzione a cinque assi FH (asse B) | Impostato | 1 |
| 5. | FH-DGZX-28010/42B2 Elettromandrino di fresatura (funzione di tornitura protetta) | PC | 1 |
| 6. | Vite a ricircolo di sfere raffreddata cava asse X/Y/Z | PZ | 3 |
| 7. | Fresatura Tavola rotante ad azionamento diretto (asse C) | Impostato | 1 |
| 8. | Asse B RCN8380 Encoder assoluto a 29 bit | PC | 1 |
| 9. | Asse C RCN2580 Encoder assoluto a 28 bit | PC | 1 |
| 10. | Guide lineari a rulli INA | Imposta | 7 |
| 11. | Sistema di raffreddamento ad acqua del mandrino | Impostato | 1 |
| 12. | Spruzzo d'acqua ad anello per macchina | Impostato | 1 |
| 13. | Spruzzo d'acqua a mezzaluna a testa a cinque assi, soffiaggio a mezzaluna | Impostato | 1 |
| 14. | Sistema di interblocco di sicurezza della porta di lavoro anteriore e laterale | Impostato | 1 |
| 15. | Illuminazione impermeabile del contenitore di lavoro | PZ | 2 |
| 16. | Stazione idraulica | Impostato | 1 |
| 17. | Dispositivo centrale di lubrificazione dell'alimentazione centralizzata | Impostato | 1 |
| 18. | Pistola ad acqua per la pulizia del lato operativo e pistola ad aria compressa | Impostato | 1 |
| 19. | Sistema fluido da taglio (CTS 25 bar) | Impostato | 1 |
| 20. | Lamiera protettiva completamente chiusa | Impostato | 1 |
| 21. | Scatola operativa | Impostato | 1 |
| 22. | Condizionatore d'aria della scatola elettrica | Impostato | 1 |
| 23. | Volantino elettronico Siemens | PC | 1 |
| 24. | Interruttore di rilascio utensile mandrino a pedale | PC | 1 |
| 25. | Luce tricolore della macchina | Impostato | 1 |
| 26. | Magazzini utensili 40PCS HSK-A63 e sistema servo ATC | Impostato | 1 |
| 27. | Scala a reticolo di valore assoluto a tre assi X/Y/Z | Imposta | 3 |
| 28. | Rullo trucioli a spirale e trasportatore trucioli posteriore | Impostato | 1 |
| 29. | Sonda a infrarossi Renishaw OMP60 | Impostato | 1 |
| 30. | Unità di presetting utensili Renishaw NC4F230 | Impostato | 1 |
| 31. | Piastre di fondazione e bulloni di fondazione | Impostato | 1 |
| 32. | Manuale tecnico | Impostato | 1 |
Parametro
| Modello | Unità | FH135P |
| Viaggio | ||
| Corsa dell'asse X | mm | 1450 |
| Corsa dell'asse Y | mm | 1450 |
| Corsa dell'asse Z | mm | 1000 |
| Distanza dal naso del mandrino alla superficie del piano di lavoro | mm | 160-1160 |
| Testa a fresare orizzontale | mm | 30-1030 |
| Avanzamento/velocità di movimento veloce | m/min | 40 |
| Forza di alimentazione | KN | 10 |
| Tavola rotante (asse C) | ||
| Dimensione del tavolo di lavoro | mm | Ø1400x1300 |
| Max. carico tavola (fresatura) | kg | 4000 |
| Tavolo di fresatura max.velocità | giri/min | 50 |
| Angolo di divisione minimo | ° | 0,001 |
| Coppia nominale | Nm | 1330 |
| Coppia massima | Nm | 2630 |
| Testa di fresatura oscillante CNC (asse B) | ||
| Intervallo di oscillazione (0=verticale/180=orizzontale) | ° | -15~180 |
| Movimento rapido e velocità di avanzamento | giri/min | 50 |
| Angolo di divisione minimo | ° | 0,001 |
| Coppia nominale | Nm | 1050 |
| Coppia massima | Nm | 2130 |
| Mandrino | ||
| Velocità del mandrino | giri/min | 10000 |
| Potenza mandrino (S1) | Kw | 42/58 |
| Coppia del mandrino (S1/S6) | Nm | 215/350 |
| Cono del mandrino |
| HSKA100 |
| Magazzino utensili | ||
| Interfaccia strumento |
| HSKA100 |
| Capacità magazzino utensili | PZ | 40 |
| Diametro/lunghezza/peso massimo dell'utensile |
| Ø135/300/12 |
| Tempo di cambio utensile (da utensile a utensile) | S | 4 |
| Dispositivo di misurazione | ||
| Sonda a infrarossi | Renishaw OMP60 | |
| Strumento di rilevamento utensile nell'area di lavorazione in lavorazione | Renishaw NC4F230 | |
| Precisione della posizione (ISO230-2 e VDI3441) | ||
| Precisione di posizionamento X/Y/Z | mm | 0,006 |
| Precisione di posizionamento ripetuta X/Y/Z | mm | 0,004 |
| Precisione di posizionamento B/C |
| 8" |
| B/C Ripetere la precisione di posizionamento |
| 4" |
| Controllore CNC | ||
| Sistema CNC |
| Siemens UNO |
Specifiche della macchina principale |Configurazione ottimale della struttura rigida
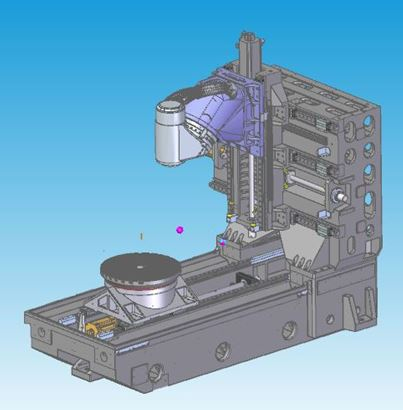
Caratteristiche del progetto |Miglior progetto di analisi della fusione di fili meccanici
◆ Struttura di colata termosimmetrica a scatola piena, utilizzando ghisa di alta qualità di grado Meehanite
◆Trattamento di rinvenimento e invecchiamento naturale per eliminare lo stress interno
◆ La vibrazione naturale della frequenza strutturale elimina lo stress di lavorazione del materiale
◆ Il design della colonna di grande area e ad alta rigidità su tutta la parete può migliorare efficacemente la rigidità e la precisione statica e dinamica
◆ Azionamento della madrevite di raffreddamento cavo a tre assi
Mandrino elettrico

Caratteristiche del progetto
◆Secondo le caratteristiche della macchina, ricerca indipendente e sviluppo e produzione.
◆Il foro conico di HSK-A100 è adottato nel modello FH135P.
◆ Adottare un sistema di raffreddamento esterno per il raffreddamento circolante, che può garantire efficacemente l'applicazione dell'elettromandrino.
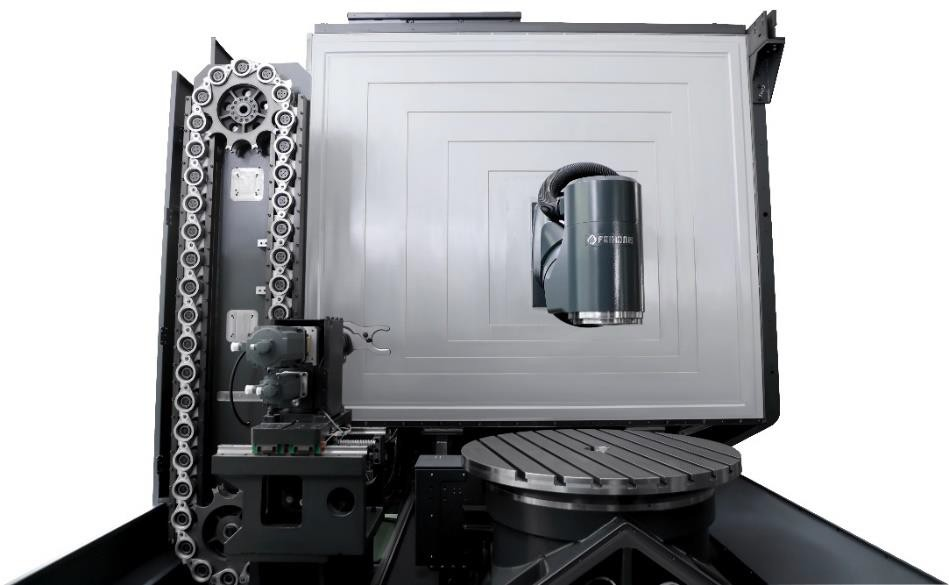
Testa di fresatura oscillante CNC (asse B)

Caratteristiche del progetto
◆Progettazione e produzione indipendenti.
◆ Catena di trasmissione zero del motore DD incorporata senza design del gioco.
◆Elevate caratteristiche di accelerazione.
◆La distanza minima tra la punta dell'utensile del mandrino e il punto di supporto strutturale realizza la massima rigidità di taglio.
◆Il cuscinetto YRT più grande migliora la rigidità.
◆ Dotato del sistema di misurazione dell'encoder rotativo assoluto della serie HEIDENHAIN RCN8380, controllo completamente a circuito chiuso, per garantire la massima precisione.
◆ Il design del sistema di raffreddamento dell'asse B riduce il trasferimento di calore.
Tavola rotante (tavola asse C)

Caratteristiche del progetto
◆Progettazione e produzione indipendenti.
◆ Catena di trasmissione zero del motore DD incorporata senza design del gioco.
◆Elevate caratteristiche di risposta in accelerazione e decelerazione.
◆Il cuscinetto YRT più grande aumenta la rigidità.
◆Grande coppia motrice nominale, posizionamento ed elaborazione con dispositivo di posizionamento e bloccaggio del tavolo
◆ Soddisfare le esigenze di fresatura, ridurre la movimentazione dei pezzi e migliorare la precisione del prodotto.
◆ Dotato di sistema di misurazione dell'encoder rotativo ad alta precisione HEIDENHAIN, controllo completamente a circuito chiuso per garantire la massima precisione.
◆ Progettazione del sistema di raffreddamento per ridurre il trasferimento di calore.
Sistema di controllo

Caratteristiche di selezione
◆Selezionare l'host di controllo NCU730.3B per il collegamento a cinque assi (vedere la tabella delle funzioni per i dettagli della configurazione del sistema)
◆Con funzione RTCP
◆ Scegli l'azionamento Siemens S120 con capacità di sovraccarico 3 volte e motore serie 1FT con elevate caratteristiche cinematiche
◆ Seleziona TCU30.3 + ICP427E come host interattivo HMI, IPC ha una maggiore velocità di elaborazione e maggiore spazio di archiviazione
Sistema di cambio utensile automatico
Caratteristiche del progetto
◆ Progettazione e produzione indipendenti.
◆ La selezione dell'utensile e il cambio dell'utensile utilizzano il servomotore per controllare l'azione del terminale, che è più stabile e precisa.
◆ Combinato con la funzione di gestione degli utensili di Siemens ONE, gestione degli utensili più efficiente.
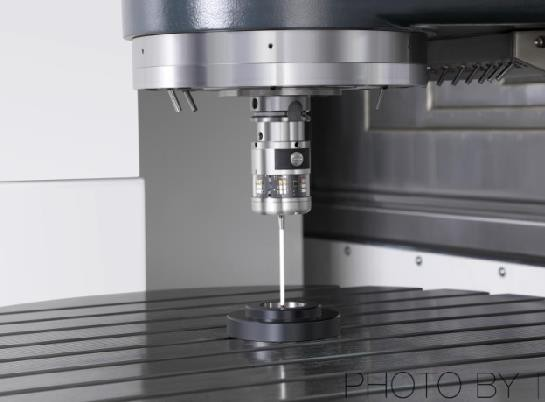
Posizionatore utensili sollevabile
Caratteristiche del progetto
◆Equipaggiato con l'incastonatore di utensili Ransishaw NC4F230R con maggiore precisione.
◆Setting automatico dell'utensile sulla macchina, aggiornamento automatico della compensazione utensile.
◆ Il dispositivo di impostazione dell'utensile può essere sollevato e abbassato per risparmiare spazio sulla superficie di lavorazione.
◆ Design in lamiera completamente sigillato per proteggere l'incastonatore di utensili da danni causati da acqua e limatura di ferro durante la lavorazione.
Sonda a infrarossi
Caratteristiche del progetto
◆Dotato di unità sonda a infrarossi Renishaw OMP60.
◆ L'allineamento del pezzo in lavorazione e l'ispezione dimensionale possono ridurre gli errori di ispezione manuale e migliorare l'accuratezza del prodotto e l'efficienza di elaborazione.
◆Risparmio del 90% sui tempi di assistenza a bordo.
Aspetto
Il design del coperchio del centro di lavoro a cinque assi della serie FH è conforme ai severi standard di sicurezza CE.La lamiera completamente densa impedisce all'operatore di entrare per errore nell'area di lavoro durante la lavorazione e allo stesso tempo impedisce l'uso di fluido da taglio ad alta pressione o trucioli dalla macchina, ad eccezione della targhetta di avvertenza., La porta operativa è inoltre dotata di un interruttore di sicurezza per evitare incidenti durante il funzionamento o la manutenzione.E ha una grande finestra peep, che è conveniente per l'operatore per comprendere il funzionamento e l'elaborazione della macchina.
Pulizia
Utilizzare la copertura telescopica e la lamiera di protezione per proteggere i trucioli generati durante il funzionamento, evitare schizzi di taglio e causare danni ad altri meccanismi
Illuminazione
L'area di lavoro è dotata di due luci a LED e l'illuminazione dell'illuminazione è mantenuta sopra 800LUX, fornendo un ambiente di lavoro luminoso adatto per l'operatore.
Operabilità
Il lato operativo è dotato di una porta scorrevole di tipo diviso, che offre un ampio spazio di apertura, comodo per caricare e scaricare liberamente il pezzo da tre direzioni utilizzando la gru.





