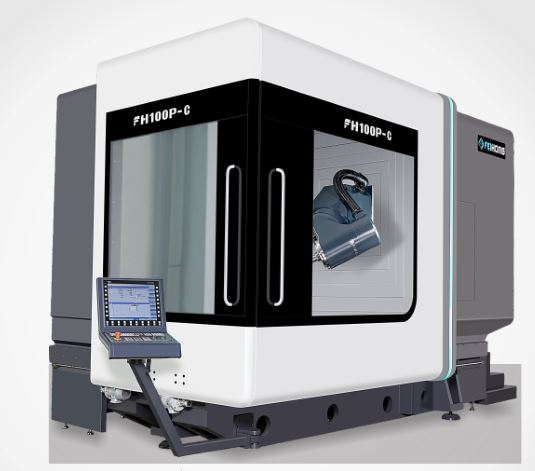
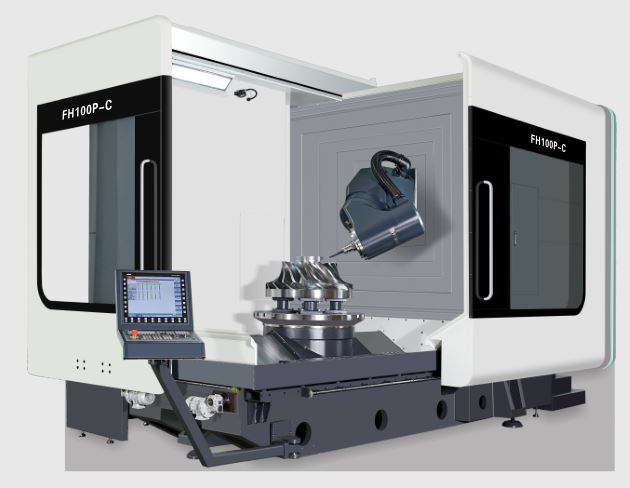
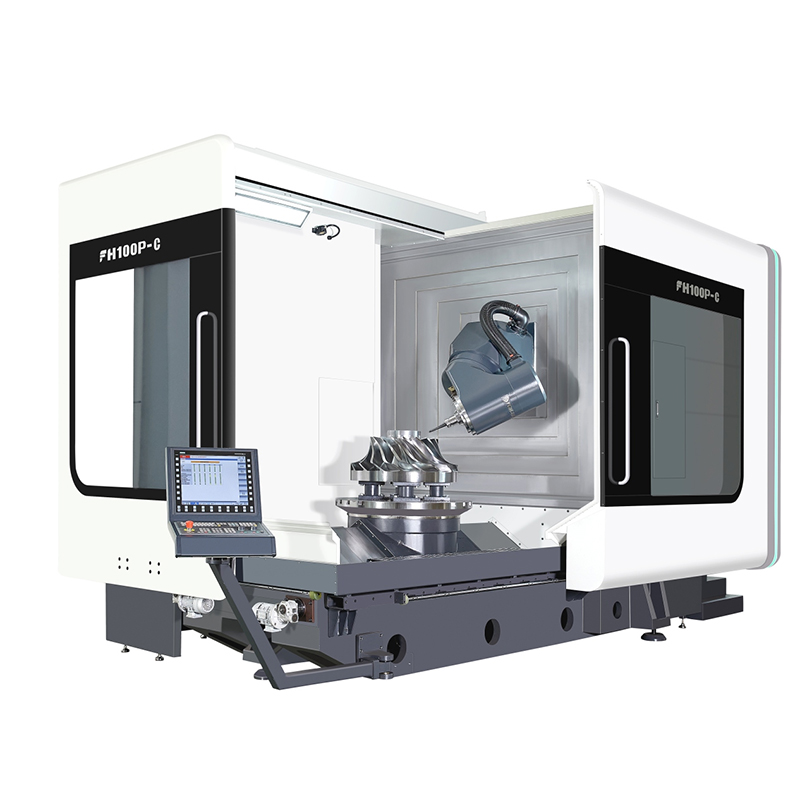
Fresatura simultanea a 5 assi Tornitura 100P-C
Fornitura
Tabella delle funzioni degli accessori standard (fare riferimento alla funzione del controller per la parte di controllo elettrico)
1. Controllore Siemens 840DSL
2. Testa oscillante multifunzione a cinque assi di marca
3. Elettromandrino DGZX-24012/34B2-KFHWVJS
4. HSK-A100 Sistema di cambio utensile automatico magazzino 40 utensili
5.X/Y/Z azionamento a vite a ricircolo di sfere di raffreddamento cavo
6. 7 slitte lineari a rulli (3 per asse X, 2 per asse Y/Z)—BOSCH REXROTH
7. Righello ottico a tre assi X/Y/Z completamente chiuso
8. Dispositivo di controllo della temperatura del quadro elettrico
9. Raffreddatore del mandrino
10. Dispositivo di rotolamento del truciolo a spirale e carro posteriore del truciolo di ferro del trasportatore di trucioli di ferro
11. Acqua dal centro del mandrino, getto d'acqua anulare
12. Soffiare aria al centro del mandrino e soffiare aria nell'anello.
13. La falce di luna a cinque assi soffia acqua e la falce di luna soffia aria.
14. 1 tipo di interblocco di sicurezza per porte di lavoro frontali e laterali
15. Dispositivo di raffreddamento a circolazione del mandrino.
16. Lampada fluorescente funzionante impermeabile
17. Dispositivo stazione idraulica
18. Unità sonda a infrarossi Renishaw OMP60
19. Setter utensile laser Renishaw
20. Dispositivo di lubrificazione dell'alimentazione automatica centralizzata centrale
21. Pistola ad acqua per la pulizia del lato operativo e interfaccia dell'aria
22. Sistema di raffreddamento del fluido da taglio
23. Lamiera protettiva completamente chiusa
24. Scatola operativa
25. La scatola elettrica è dotata di un condizionatore d'aria
26. Volantino elettronico Siemens
27. Interruttore rilascio utensile mandrino a pedale
28. Piastre di fondazione e bulloni di fondazione
29. Strumenti di regolazione e cassette degli attrezzi
30. Manuale tecnico
Parametro
| Articolo | Uni | FH100P-C |
| Corsa dell'asse X | mm | 1000 |
| Corsa dell'asse Y | mm | 1150 |
| Corsa dell'asse Z | mm | 1000 |
| Distanza dal naso del mandrino alla superficie del piano di lavoro | mm | 160-1160 |
| Testa a fresare orizzontale | mm | 30-1030 |
| Avanzamento/velocità di movimento veloce | m/min | 40 |
| Forza di alimentazione | KN | 10 |
| Tavola rotante (asse C) | ||
| Dimensione del tavolo di lavoro | mm | Ø1050 |
| Carico max.table (mulino) | kg | 4000 |
| Carico max.table (tornitura) | kg | 3000 |
| Tavolo Rotray | giri/min | 45 |
| Piano di lavoro per fresatura/tornitura (fresatura e tornitura composte) | giri/min | 500 |
| Angolo di divisione minimo | ° | 0,001 |
| Coppia nominale | Nm | 1330 |
| Coppia massima | Nm | 2630 |
| Testa di fresatura oscillante CNC (asse B) | ||
| Intervallo oscillazione (0=Verticale/180=Livello) | ° | -15~180 |
| Movimento veloce e velocità di alimentazione | giri/min | 103 |
| Angolo di divisione minimo | ° | 0,001 |
| Coppia nominale | Nm | 1050 |
| Coppia massima | Nm | 2130 |
| Mandrino (tornitura e fresatura) | ||
| Velocità del mandrino | giri/min | 10000 |
| Potenza del mandrino | Kw | 42/58 |
| Coppia del mandrino | Nm | 215/350 |
| Rastremazione del mandrino |
| HSKA100 |
| Distanza dal centro del mandrino a superficie di guida del raggio | mm | 1091.5 |
| Modello | Unità | FH100P-C |
| Magazzino utensili | ||
| Interfaccia strumento |
| HSKA100 |
| Capacità magazzino utensili | PZ | 40 |
| Max. diametro/lunghezza/peso dell'utensile |
| Ø135/300/12 |
| Interruttore strumento (Strumento a) | S | 2 |
| Dispositivo di misurazione | ||
| Sonda a infrarossi | Rensishaw OMP60 | |
| Strumento di rilevamento utensile nell'area di lavorazione in lavorazione | Rensishaw NC4F230 | |
| Capacità di elaborazione | ||
| Diametro di Max.drilling (acciaio medio) |
| Ø50 |
| Diametro di Max.tapping (acciaio medio) |
| M40 |
| Diametro massimo di fresatura (acciaio medio) |
| 250 |
| Precisione (ISO230-2 e VDI3441) | ||
| Precisione di posizionamento X/Y/Z | mm | 0,006 |
| Precisione di posizionamento ripetuta X/Y/Z | mm | 0,004 |
| Precisione di posizionamento B/C |
| 8" |
| B/C Ripetere la precisione di posizionamento | 4" | |
| Sistema di controllo |
| Siemens840D |
| Altezza della macchina (macchina generale) | mm | 3650 |
| Area occupata per la macchina principale (L*W) | mm | 5170x3340 |
| Area occupata per magazzino utensili (L*W) | mm | 1915x1400 |
| Area occupata per convogliatore trucioli (L*W) | mm | 3120x1065 |
| Area occupata per il serbatoio dell'acqua (L*W) | mm | 1785x1355 |
| Area occupata totale generale per completare la macchina (L*W) | mm | 6000x3750 |
| Peso della macchina | Kg | 21000 |
Macchina CNCcontrollore
| Sistema di controllo | Siemens 840DSL (motore e azionamento) | ||
| Numero di assi di controllo | Fresatura simultanea a 5 assi con tornitura simultanea (asse NC + mandrino, asse BC) | ||
| Controllo simultaneo di 5 assi Fresatura simultanea con tornitura | asse di posizionamento | Standard X, Y, Z, B, C | |
| interpolazione | retta | Assi X, Y, Z, B, C (X, Y, Z, B, C possono essere compensati) | |
| arco | Assi X, Y, Z, B, C (X, Y, Z, B, C possono essere compensati) | ||
| Unità minima di istruzione | 0.001um | ||
| centralina minima | 0,1 nm | ||
| Schermo | 19LCD | ||
| Il motore | Tripla capacità di sovraccarico con encoder assoluto (la posizione dell'encoder non viene mai persa) | ||
| Funzione di comunicazione esterna | Interfaccia Ethernet e RS232C | ||
| Modalità di funzionamento | MDI, Auto, Manuale, Volantino, Origine (assoluta), REPOS | ||
| programmaticamente | Editor di lingue ISO online | ||
| Massima capacità di memorizzazione della programmazione del PLC | 2048KB | ||
| Funzione di interpolazione | Linee rette, cerchi attraverso e attraverso punti centrali, spirali, superfici fini, impostazioni ad alta velocità, ecc. | ||
| Numero di correzioni utensile | 512 gruppi | ||
| Ingrandimento del volantino | 0,1/0,01/0,001 mm | ||
| Impostazione minima e unità mobili | 1um/X,Y,Z | ||
| salvataggio dei dati | I dati della memoria non andranno mai persi allo spegnimento | ||
| velocità di avanzamento | 0%-150% | ||
| Ingrandimento rapido in avanti | 0%-100% | ||
| Interfaccia di ingresso e uscita | Interfaccia Ethernet e RS232C, scheda CF, backup di archiviazione USB | ||
| visualizza la lingua | cinese e inglese | ||
Quantità configurazione standard
| No | Nome dell'accessorio | unità | Qtà |
| 1 | interruttore di comando a pedale | impostato | 1 |
| 2 | Meccanismo di bloccaggio idraulico | impostato | 1 |
| 3 | Dispositivo di lubrificazione centralizzata | impostato | 1 |
| 4 | sistema di raffreddamento | impostato | 1 |
| 5 | lampada funzionante | impostato | 1 |
| 6 | Luce a tre colori | impostato | 1 |
| 7 | ponte orizzontale | Pz | 1 |
| 8 | Fissaggi per macchine utensili | impostato | 1 |
| 9 | Pacchetto attrezzi standard | impostato | 1 |
| 10 | serratura della porta di sicurezza | impostato | 1 |
| 11 | corredo di fondazione | impostato | 1 |
| 12 | Installare lo strumento di regolazione | impostato | 1 |
| 13 | Maschiatura rigida e posizionamento multipunto del mandrino | impostato | 1 |
| 14 | Trasportatore a coclea e macchina automatica per la rimozione dei trucioli | impostato | 1 |
| 15 | Sistema idraulico di serie | impostato | 1 |
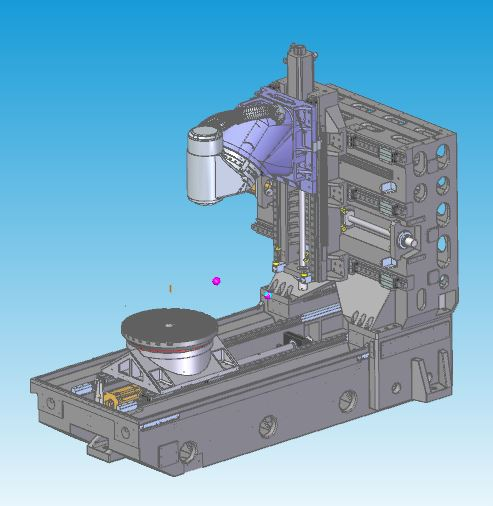
Caratteristiche del progetto |Miglior progetto di analisi della fusione di fili meccanici
Struttura di fusione termosimmetrica a scatola piena, utilizzando ghisa di alta qualità di grado Meehanna
Tempra e trattamento di invecchiamento naturale per eliminare lo stress interno
La vibrazione a frequenza naturale strutturale elimina lo stress da lavorazione del materiale
Design della colonna ad alta rigidità di ampia area con parete piena, che migliora efficacemente la rigidità e la precisione statica e dinamica
Vite di raffreddamento cava a tre assi
Testa di fresatura oscillante CNC (asse B)

Caratteristiche del progetto
Catena di trasmissione zero motore DD integrata senza gioco
Elevate caratteristiche di accelerazione
La distanza più breve tra la punta dell'utensile del mandrino e il punto di supporto strutturale realizza la massima rigidità di taglio
I cuscinetti YRT più grandi aumentano la rigidità
Dotato di sistema di misurazione dell'encoder rotativo ad alta precisione HEIDENHAIN, controllo a circuito chiuso per garantire la massima precisione
Design del sistema di raffreddamento del mandrino e dell'asse B per ridurre il trasferimento di calore
Tavola rotante (asse C)

Caratteristiche del progetto
Catena di trasmissione zero motore DD integrata senza gioco
Elevate caratteristiche di risposta in accelerazione e decelerazione
I cuscinetti YRT più grandi aumentano la rigidità
Grande coppia di azionamento nominale, posizionamento e lavorazione con dispositivo di posizionamento e bloccaggio del tavolo
Soddisfa le due esigenze di lavorazione di fresatura e fresatura-tornitura, riduce la manipolazione del pezzo e migliora la precisione del prodotto
Dotato di sistema di misurazione dell'encoder rotativo ad alta precisione HEIDENHAIN, controllo a circuito chiuso per garantire la massima precisione
Design del sistema di raffreddamento per ridurre il trasferimento di calore
Posizionatore utensili sollevabile

Caratteristiche del progetto
Dotata di presetting utensili laser senza contatto Ransishaw NC4F230 per una maggiore precisione
Presetting automatico dell'utensile sulla macchina, aggiornamento automatico della compensazione utensile
Il dispositivo di impostazione dell'utensile può essere sollevato e abbassato per risparmiare spazio sulla superficie di lavorazione
Il design in lamiera completamente sigillato protegge il posizionatore di utensili da acqua e limatura di ferro durante la lavorazione
Sonda a infrarossi
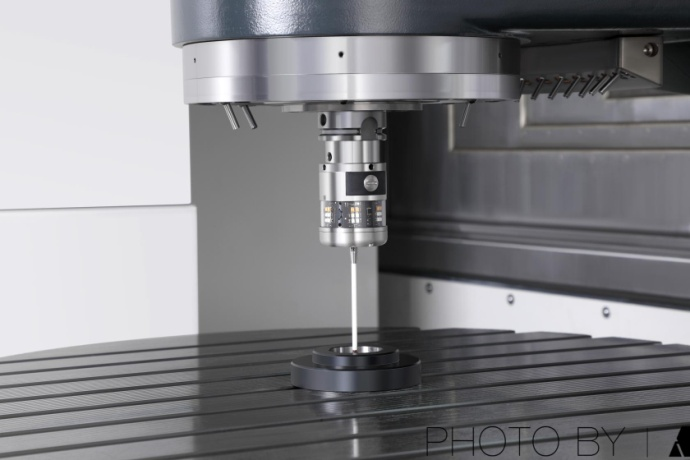
Caratteristiche del progetto
Dotato di tastatore ottico Ransishaw OMP60
L'allineamento del pezzo e l'ispezione delle dimensioni sulla macchina, riducono gli errori di ispezione manuale, migliorano l'accuratezza del prodotto e l'efficienza di elaborazione
Risparmio del 90% sui tempi di assistenza a bordo macchina