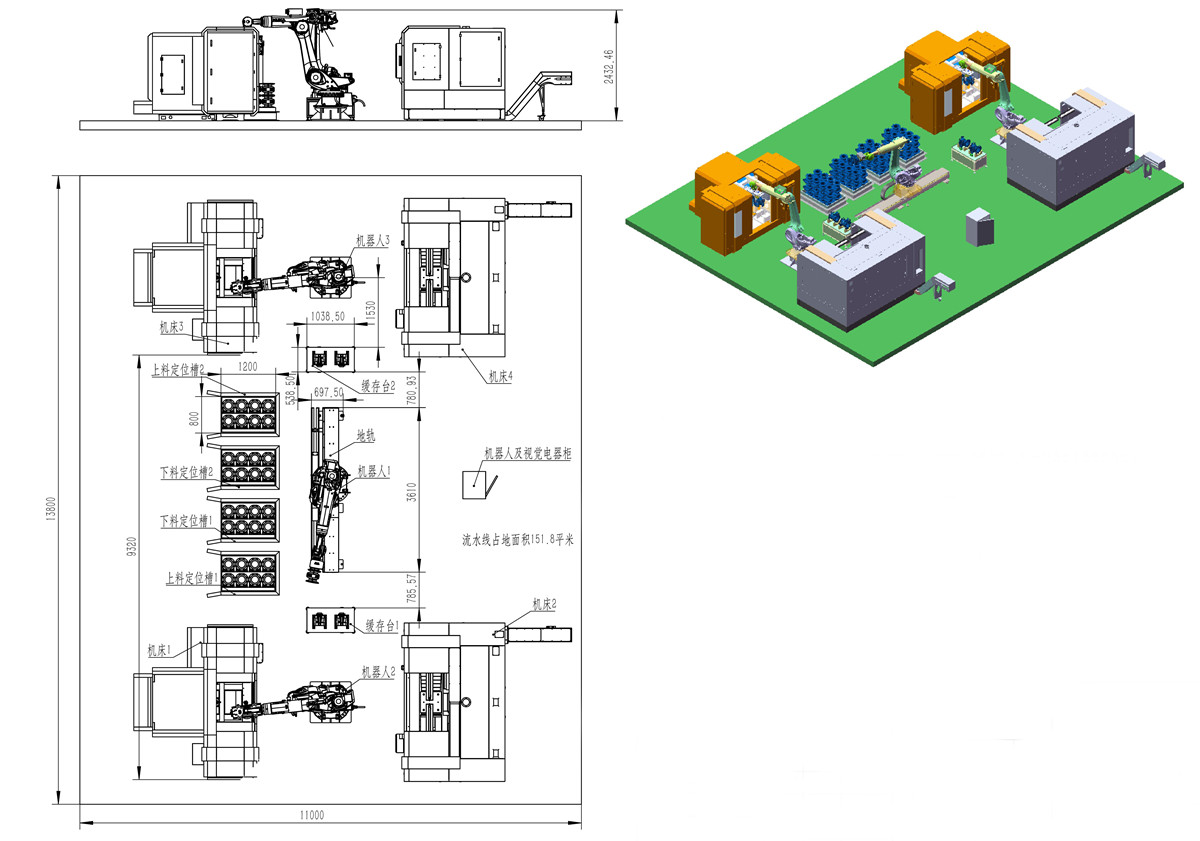
Linea di produzione di valvole a saracinesca morbida
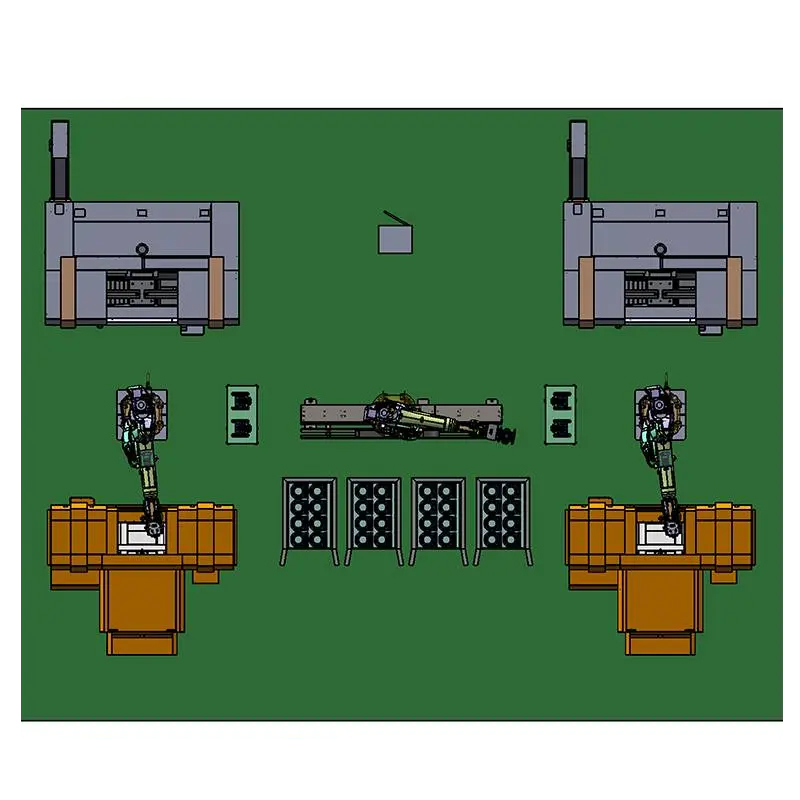
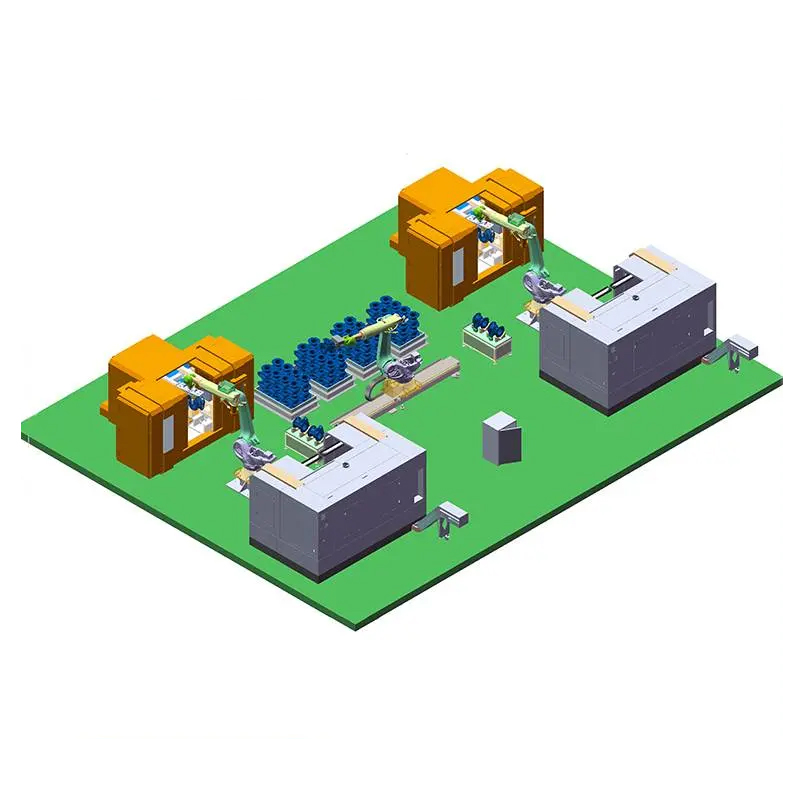
1. L'operatore posiziona il pallet pieno di pezzi del corpo valvola nella fessura di posizionamento di carico 1 e nella fessura di posizionamento di carico 2 per il posizionamento, e posiziona il vassoio vuoto nella fessura di posizionamento di carico 1 e nella fessura di posizionamento di scarico 2 per il posizionamento.
2. La telecamera sul robot 1 esegue la scansione del pezzo sul pallet nella fessura di posizionamento di alimentazione 1 per posizionare accuratamente il pezzo, quindi il pezzo 1 viene bloccato e posizionato nell'attrezzatura di posizionamento sul tavolo buffer 1.
Contemporaneamente afferra il pezzo lavorato 3 (il robot 2 lo ha appena prelevato dalla macchina utensile 2), si porta nella fessura di posizionamento di scarico 1 e lo deposita ordinatamente nel pallet secondo necessità.
La telecamera sul robot 1 scansiona il pezzo sul pallet nella fessura di posizionamento di alimentazione 2 per posizionare accuratamente il pezzo, e il pezzo 4 viene bloccato e posizionato nell'attrezzatura di posizionamento sulla tavola buffer 2.
Contemporaneamente afferra il pezzo lavorato 6 (il robot 3 lo ha appena prelevato dalla macchina utensile 4), si porta nella fessura di posizionamento di scarico 2 e lo deposita ordinatamente nel pallet secondo necessità.
3.Il robot 2 blocca il pezzo in lavorazione 1 dal tavolo buffer 1 e corre verso la macchina utensile 1, afferra il pezzo finito 2 e blocca il pezzo in lavorazione 1, corre verso la macchina utensile 2, afferra il pezzo finito 3 e blocca il pezzo in lavorazione 2 e corre verso il tavolo buffer 1. Posizionare il pezzo in lavorazione 3. Il robot 2 completa il ciclo.
4.Il robot 3 afferra il pezzo 4 dalla tavola di bufferizzazione 2 e corre verso la macchina utensile 3, afferra il pezzo finito 5 e blocca il pezzo 4, corre verso la macchina utensile 4, afferra il pezzo finito 6 e blocca il pezzo 5 , e corre verso il tavolo buffer 2. Posizionare il pezzo in lavorazione 6. Il robot 3 completa il ciclo.